
Basic Wear Mechanisms of Centrifugal Pumps Built in Stainless Steels
Due to general pump design the solid particles in pump fluid have a small angle of impingement against the wet end components. Therefore, impacting wear has very little effect on the overall deterioration rate of a material. Sliding wear, however, is considerably more harmful because it compounds shear stresses to the normal stresses that are already imposed. This increases the material plastic flow and fracture tendency in the contacting regions of solid particles and pump parts.
Sliding wear rate (ɣ) is directly proportional to the applied load (W) and sliding distance (L) and inversely proportional to the material hardness (H).
ɣ = k.W.L / H
k = wear coefficient which mainly depends on the solid particle hardness
The following are the sliding wear controlling mechanisms:
- Formation of plastically deformed grooves without material removal. In such case the material has a higher hardness and accommodates superior fracture toughness.
- Separation of fractured microchips which significantly increase the wear rate.
The Wear Resistance of WCD4™ and 904L was Established with the Pin-On-Disk Apparatus per ASTM G99
The wear rates of Wilfley WCD4™ (ASTM A890 Grade 1B / UNS 32550) duplex stainless steel and 904L (ASTM A743 Gr CN3M Mod / UNS N08904) austenitic stainless steel were calculated with the pin-on-disk apparatus per ASTM G99. This test method consists of a 0.25 in (6 mm) alumina ball that slides against a rotating material sample under a pre-determined set of parameters. The static load of the indenter is kept consistent throughout the testing time and the contact point between the indenter and sample is constantly flushed with water.
| RPM | 80 |
| Testing Time | 2 Hours |
| Testing Temperature | 72 °F (22 °C) |
| Mean Wear Groove Diameter | 0.625 in (15.875 mm) |
| Sliding Length per RPM | 1.963 in (49.848 mm) |
| Total Sliding Length | 1,570 ft (478.54 m) |
| Static Load | 10.425 N (1.063 g) |
| Sample Roughness | 0.10-0.12 μm |
Testing Parameters
When the test began the alumina ball circumference was tangential to the sample’s surface (fig. 1). As the test progressed, the indenter was able to easily break into the soft 904L sample and a wear groove was generated through plastic formation (fig. 2). The excessively deformed 904L material was either pushed forward by the indenter or piled up next to the groove edges. Some of the excessive 904L material also fractured, causing chips to be trapped between the indenter and the bottom wear groove, which significantly increased the wear rate.
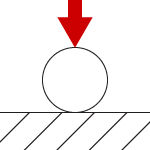
Figure 1
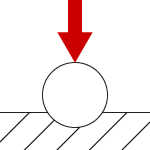
Figure 2
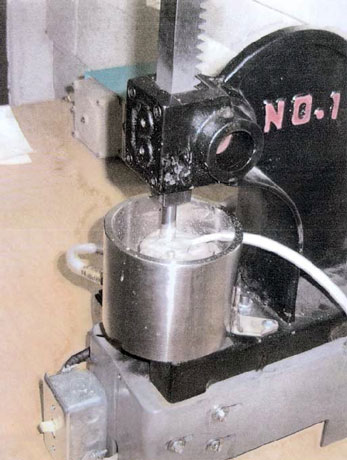
Testing Apparatus
Test Results and Conclusions
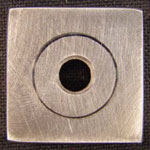
As you can see below, the wear groove on the 904L sample is substantially wider than on the WCD4™ sample. There are also several circular concentric scratches on 904L sample that were generated by multiple fractured chips that were trapped between the indenter and sample. The wear groove on the WCD4™ sample, on the other hand, is noticeably smoother because it was produced only through plastic deformation.
WCD4™ Sample
Hardness = 341 HBN
Wear groove width = 0.02 in (0.5 mm)
904L Sample
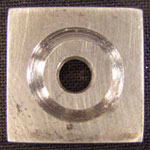
Hardness = 120 HBN
Wear groove width = 0.12 in (3 mm)
| Material | Initial Mass (g) | Final Mass (g) | Mass Loss (g) | Volume Loss (mm3) | Wear Rate (mm3/N/m) |
| WCD4™ | 30.8432 | 30.8395 | 0.0037 | 0.462×10-3 | 21.23×10-3 |
| 904L | 32.5327 | 32.4705 | 0.0622 | 7.775×10-3 | 356.9×10-3 |
Test Results
Based on the data gathered, WCD4™ duplex stainless steel has a 1,680% increase in wear resistance over 904L austenitic stainless steel. This massive increase clearly demonstrates that WCD4™ is a far superior material for pumping applications that contain both corrosive and erosive wear.